Guide for 3D Printing Indirect Bonding trays
This comprehensive application guide provides a step-by-step demonstration of the process involved in creating 3D printed bonding trays for metal bracket placement. By following the workflow outlined below, you can achieve precise and accurate results in your splint production.






Required Hardware
- Shape X RP
- Shape X 3D Printer
- Shape X Wash/Dry
- Shape X Cure
- 3rd Party Dental Lab scanner for dental models or impression.
- 3rd Party Intraoral scanner for direct patient scan.
Required Software
- Shape X CAM
- 3rd Party Dental CAD software.
Required Materials
- Shape X Splint Resin.
- Isopropyl alcohol (IPA) ≥99% .
- Cutting tools.
1 > Scan
In order to design a dental prosthetic using dental CAD software, it is necessary to obtain a digital representation of the patient's anatomy. This can be accomplished by either directly scanning the patient's mouth using a 3D intraoral scanner or by scanning a physical impression or poured model using a desktop 3D scanner.


2 > Design
To create appliances that meet the required specifications, it is essential to carefully follow the instructions provided by your dental CAD software. These instructions will guide you through the process of designing and fabricating appliances that adhere to the necessary standards. It is important to note that a minimum thickness of 2.0mm is recommended for optimal results.
Most dental design software typically generates a manufacturing file in the .stl format. To proceed, you need to find this file and transfer it to Shape X 3D Printer.
3 > Print



> Import your STL File with Add Button
> Choose your required materials "IBT Resin " and required layer thickness and Press Submit.
Choose your job Parameters "Splint" and press Submit.
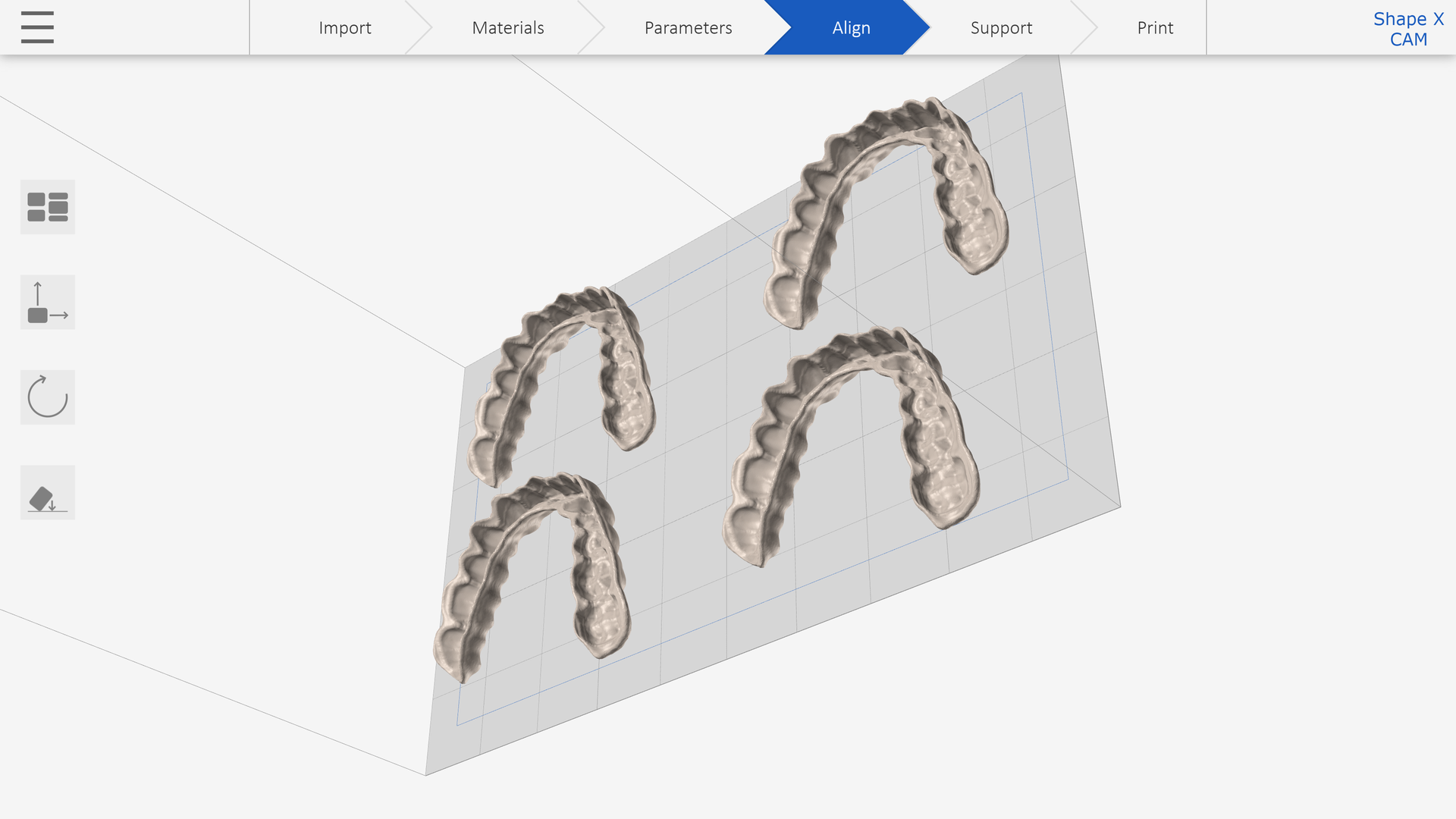

> Use Automatic nesting, move, rotate to align your splint to desired position
> Use Automatic support generator to generate support structure for your splint.
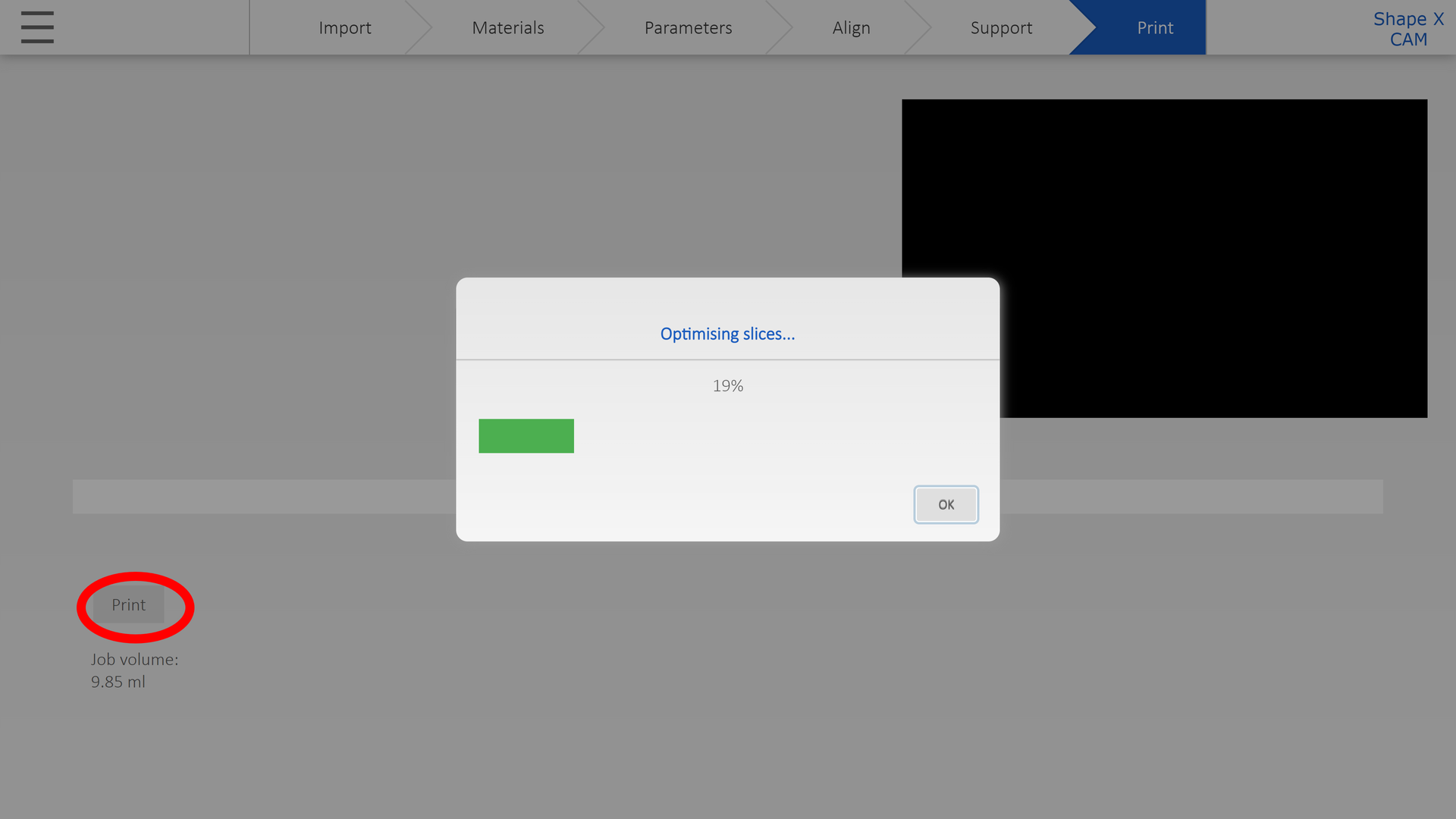
> Click on "Start" to generate slices. Then "Print" * to start print process.
* Before Press "Print" button:
> Please ensure that the black screw of the build platform and the set of two screws that hold the resin container are securely tightened.
> Carefully inspect both the build platform and the resin container film to ensure there is no cured resin present.
> Ensure that the resin temperature falls within the recommended range of 25 to 35°C. Preheat the resin if necessary and mix it thoroughly with Shape X RP. Before use, clean the resin container with a filtration paper if it has been previously used. Additionally, ensure that the resin is not expired and that the quantity in the container is above the indicated minimum level.

4 > Post Processing
It is important to consistently wear gloves when working with uncured resin and its corresponding parts.
4.1 Part Removal
To remove the printed parts from the build platform, utilize a scraping tool positioned beneath the part raft. By rotating the tool, gently separate the parts from the platform.

4.2 Washing
In a well-ventilated area and while wearing appropriate protective masks and gloves, submerge the printed parts in an isopropyl alcohol (IPA, ≥99%) solution within the Shape X Wash/Dry apparatus. Allow the parts to undergo a 3-minute washing cycle.
or submerge the printed parts in an isopropyl alcohol (IPA, ≥99%) solution within a black box. Allow the parts to undergo a 6-minute washing cycle.

4.2 Drying
Utilize compressed air to aid in the drying process of the parts, facilitating a quick inspection of unwashed resin remaining after using Shape X Wash/Dry machine.
4.3 Curing
1> While keeping the raft and supports intact, position the printed parts in the Shape X Cure device with the raft side facing downwards. Proceed to post-cure the parts for a duration of 2 minutes.
2> Remove Support structure and raft with cutting disc.
3> Clean Parts from white powder with IPA, then compressed air.
4> Position the printed parts in the Shape X Cure device. Proceed to post-cure the parts for a duration of 2 minutes.

4.4 Polishing
In the event that there are any rough marks remaining on the surface of the 3D printed tray after removing the supports, it is recommended to enhance patient comfort by smoothing down those areas. This can be accomplished using a wheel or carbide rotary with a handpiece, ensuring a smoother surface texture.
5 > Complete Job
> Sterilize according to autoclave manufacturer protocols
> Ready to deliver

